电子束熔化 (EBM)或电子束粉末床熔合(EB PBF)3D打印技术是使用高能电子束将铜和钛等导电金属粉末逐层熔化在一起。由此产生的部件具有高密度和高机械强度的特点,可用于从涡轮叶片到髋关节植入物的所有领域。
自 20 世纪末,增材制造技术被引入以来,电子束一直处于次要地位,相比之下,激光粉末床融合 (LPBF)不断发展、逐渐成熟并走向商业化。但是现在电子束熔化因其强大的能力也逐渐受到关注。增材制造智库和咨询公司 Ampower 的管理合伙人 Maximilian Munsch 说:“在过去的 2 到 3 年里,超过6个家电子束融化制造商进入了 EB PBF 机器市场,为行业注入了‘新鲜的血液’。越来越多的人们意识到了电子束融化技术的优势,其在某些领域比 LPBF 具有优势,例如在高温下加工材料,这会推动新器、新材料和新工艺的研发工作。”
近年来,进入 EBM 行业的参与者数量空前,从小型创业公司到跨国公司,都争先恐后地分一杯羹。作为研究电子束融化技术近20年的老企业,Arcam AB(现为 GE Additive)不得不与不到十年内出现的七家新公司竞争。虽然,这并不是一个飞速增长,但这种增长也清楚地表明了人们对该技术的高度兴趣。Ampower 预计,未来几年 EBM 竞争格局的整体增长将使新应用在经济和技术上可行,并增加 EMB 系统在粉末床聚变市场中的份额。
专门为材料开发而设计的开源系统和机器也越来越多。当前的行业采用了更开放的知识创造和共享方法,这是帮助EBM市场尽快成熟并从由此产生的商机中共同受益的战略。例如,Freemelt 独家提供材料开发系统,而 Wayland Additive、QBEAM 和西安赛隆增材提供定制的开放式粉末研发机器。
如果我们要选择一家特别有可能彻底颠覆当前技术格局的公司,那就是 Wayland Additive 及其专有的 NeuBeam 技术。这家英国初创公司使用无需预烧结的电荷中和技术,它能够大大加快打印过程并消除粉末结块。如果目前作为试点项目安装的两台机器表现突出,那么EBM的能力和局限性将需要完全重新定义。
接下来南极熊将带您重新认识EBM,包括它的工作原理、优缺点、应用领域、制造商以及技术的未来。
工作原理
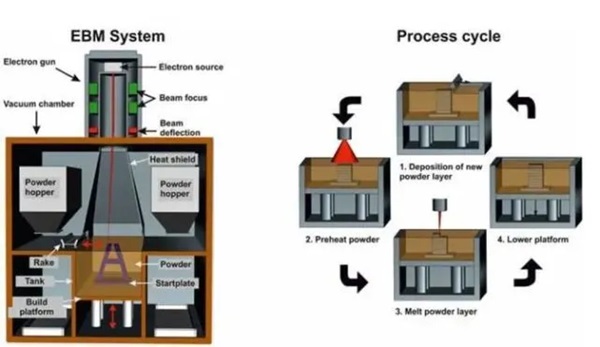
△EBM 系统和流程周期示意图
电子束粉末床熔合技术最初是在瑞典哥德堡大学发明的,并由Arcam AB 进行商业化开发,该公司在 2013 年之前一直是 EBM 机器的唯一供应商。Arcam 于 2016 年被 GE Additive 收购。与其最激烈的竞争对手 LPBF 一样,该工艺被归类为金属粉末床熔合,但与LPBF不同的是,EBM是使用电子束而不是激光将粉末层熔化在一起。
与 LPBF 相比,它具有一些独特的工艺特性。例如,EBM 不是在惰性气体环境中进行,而是在真空中进行以防止光束散射,并且可以归类为“热”工艺,其中构建室温度可以加热到 1,000 °C,这是因为电子束的能量比标准 PBF 激光器强大得多。由于它使用电磁光束控制,还能够以更高的速度移动,甚至可以拆分以同时覆盖多个区域,光束可以在开始实际熔化过程之前“预热”每一层。
在打印过程中,周围的粉末会在零件周围“结块”,理论上消除了对支撑结构的需求,这导致人们普遍认为 EBM 根本不需要支持。然而,由于高变形应力,仍然需要一些支撑来从熔融材料中散热或将部件连接到构建平台。目前的材料选择仅限于导电金属和合金,使用最多的的是钛、铝、铜、镍和钢。研究人员也在开发更多得材料,扩大粉末选择的策略也体现在市面上有许多专为材料研发而设计的机器上。
EBM 的一个主要好处是能够将单独的部件“堆叠”在彼此的顶部。随着机器停机时间和后处理的减少,生产力可以大大提高。最成功的 EBM 应用之一是制造用于髋关节置换的髋臼钛杯。Amplify Additive成功地将传统制造的上市时间缩短了 58%,在一次构建中成功构建了 54 个杯子,而在激光打印中,一次只能制造12 个。
△部件堆叠打印
然而,这种能力也有缺点。在拿下部件之前,必须让完成的构建完全冷却。由于粉末“结块”,零件的内部通道和其他空腔将难以清理,与激光 PBF 相比,这限制了设计自由度。通过爆破去除的未熔化粉末的可回收率在 95% 至 98% 之间。
电子束粉末床融合的优点和缺点
△由 EBM 制造的汽车零件,打印种的典型支撑结构
EBM的一些优势:
●能够处理高温、易开裂和反光合金
●零件密度高
●均匀的微观结构和优越的机械性能
●将热处理需求降至最低
●未使用的粉末 95-98% 可回收
●使用相应得应用程序,打印速度比 LPBF 更快
●与 LPBF 相比,所需的支持更少
然而,EBM也存在一些缺点:
●有限的打印体积(最大600mm*600mm幅面,700mm高)
●有限的材料选择
●昂贵的机器和材料
●后处理前表面光洁度差
●内部通道或空腔需要易于接近,否则在后处理过程中无法去除烧结粉末。
●与 SLM 相比,细节分辨率较低。这是因为电子束的尺寸更大,也因为在 EBM 中通常使用更粗的粉末和更厚的层
●拆卸前需要冷却部件
●产生电子束的阴极需要定期更换
●真空需要很长时间才能建立
电子束熔化应用领域
△准备加工的医用植入物
医学领域
随着骨科植入物等医疗器械的复杂性不断增加,EBM 实现了更多的设计自由度,同时满足了医疗行业对卓越机械性能的要求。除了髋臼杯外,其他大型骨科植入物,如股骨膝关节组件、胫骨托、膝关节和脊柱笼,都是在 EBM 机器上制造的。例如,4WEB Medical 制造了一系列脊柱桁架植入物,这些植入物基于多种设计集成并根据机械生物学原理开展工作:细胞和组织的机械特性有助于发育、细胞分化、增殖和愈合。
△具有桁架结构的钛椎间融合装置可优化患者治疗效果
航空航天领域
除了医疗植入物,航空航天业是电子束熔化的另一个主要市场各种私人、商用和军用飞机的喷气发动机涡轮叶片均可以采用该技术大规模生产。配备这些 3D 打印叶片的喷气发动机包括 LEAP、GEnx、GE90 和 GE90。负责这项工程的核心公司之一是来自意大利的 Avio Aero,他们与 Arcam 和 GE 合作。
叶片成功的秘诀在于 EBM 能够处理高温和易开裂的材料,如铝化钛 (TiAl),这种材料比通常制成叶片的镍合金轻 50%。一套完整的 3D 打印涡轮机可以减轻多达 20% 的发动机重量,这相当于航空业的一次飞跃。此外,强大的电子束可以熔化比其最大竞争对手激光粉末床熔合更厚的层,使其成为该应用的更快、更高效的选择。
△在 Arcam EBM 机器上制造的成品 Avio Aero 涡轮叶片
工业领域
与 LPBF 相比,EBM 的优势之一是它能够处理纯金属,没有孔隙或氧化。GH Induction 是一家感应加热用电解铜管制造商,利用这一优势生产纯度为 99.99% 的铜线圈。这些以 3D Inductors 产品线命名的线圈的使用寿命比传统同类产品长 400%,同时受益于 3D 打印提供的设计自由度。据该公司称,它拥有最大的 3D 打印铜线圈的记录,该线圈建立在定制的 Arcam 系统上,z 高度为 350 毫米。在一个构建外壳中堆叠零件是 EBM 的另一个独特工艺特性,有助于 GH Induction 进一步优化制造生产力。GH Induction表示它可以制造任何线圈几何形状,甚至可以将增材制造和传统零件结合起来,以获得更具成本效益的治疗解决方案。用例包括用于曲轴、轮毂和主轴、传动系统、回转轴承等热处理的线圈。
△最大的 3D 打印铜线圈,建立在定制的 Arcam 系统上
GE Additive (Arcam)
美国工业巨头通用电气在 2016 年收购了 Arcam AB,并在随后几年推出了两款新机。目前,GE 在其网站上列出了三台 EBM 机器:
●Arcam EBM Q10plus
一种针对医疗植入物生产进行优化的小型机器,可提供改进的表面光洁度和高分辨率。它具有 3 kW 的电子束功率和高达 200 x 200 x 200 mm 的构建体积。该机器能够加工Ti6Al4V 5级和23级钛、Ti 2级、钴铬合金和纯铜。
●Arcam EBM Spectra H
Spectra H 适用于高温和易开裂的合金,因为它可以在超过 1,000 °C 的温度下生产零件。它具有 6 kW 的电子束和 Ø 250 x 430 mm 的构建体积。可加工钛Ti6Al4V 5级、TiAl、镍合金718、高合金工具钢。
●Arcam EBM Spectra L
Spectra L 在 Ø 350 x 430 mm 处提供最大的构建体积,并通过先进的控制为 4.5 kW 的电子束提供动力,与以前的 Arcam 机器相比,每个零件的成本降低了 20%,该机器专为提高生产力和制造大件零件而设计。